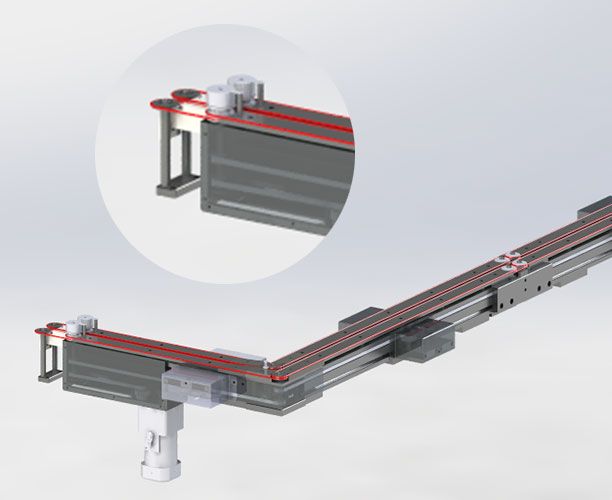
Indexing Conveyor and O-ring Conveyor Transfer
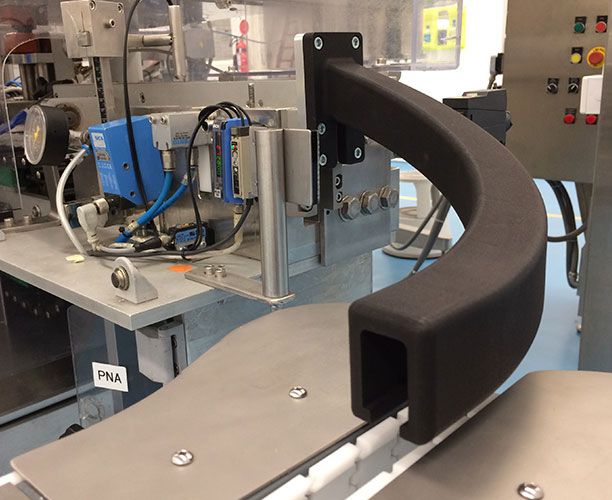
This conveyor is part of a pharmaceutical cleaning & filling machine for a client to transfer tubes between stations. These conveyors are just one part of the complete machine that was custom designed & manufactured by Applied Automation.
The magazine is loaded with tubes which are gravity fed onto the indexing conveyor. The indexing conveyor plays an important roll to ensure each tubes lines up at the corresponding station (cleaning, orientation & filling).
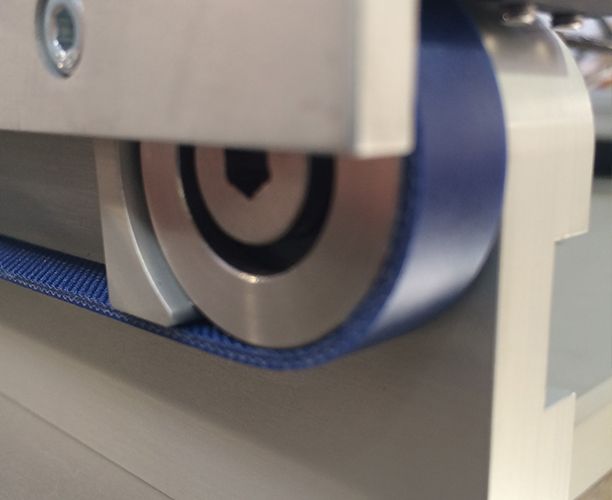
The o-ring conveyor is used for the outfeed, and a transfer station is used to move the product from the indexing conveyor onto the o-ring outfeed conveyor.
Conveyor systems such as this require custom design to suit the product which always varies in size and orientation. The design of the conveyor transfer station plays a critical role to ensure that transfer operates seamlessly for efficient operation of the machine.
Features:
- Gravity infeed
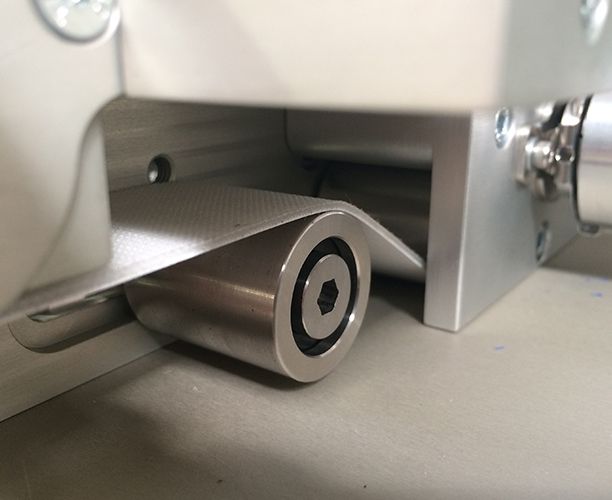
- Indexing conveyor
- Conveyor transfer
- O-ring conveyor outfeed
Benefits:
- Precision indexing & alignment
- Reliable product conveyor transfer
- Cost effective outfeed solution